В состав лакокрасочных материалов (лаков, грунтов,
красок, эмалей, шпатлевок) входит целый ряд
компонентов: пленкообразователи, пигменты, растворители,
пластификаторы, наполнители, сиккативы, отвердители и др. Используя все или часть компонентов в
соответствующих пропорциях, получают любые лакокрасочные
материалы, которые образуют пленки (окончательный
продукт) с необходимыми физическими и
химическими свойствами.
Пленкообразователи — основа любого лакокрасочного
материала. Они представляют собой природные или
синтетические вещества, способные образовывать при
их нанесении на поверхность металла (дерева) за сравнительно
короткое время прочные пленки. По способу
образования пленок пленкообразователи подразделяются
на непревращаемые и превращаемые.
К н е п р е в р а щ а е м ы м (термопластичным, или
обратимым) относятся такие вещества, которые образуют
пленку в результате испарения растворителя или охлаждения
расплавленного пленкообразующего вещества
без изменения их химического состава. Полученные
пленки способны растворяться и плавиться, обладают
хорошей эластичностью, но сравнительно слабой адгезией
(прилипаемостью). К этой группе пленкообразователей относятся природные смолы (канифоль, шеллак,
битум), синтетические высокомолекулярные смолы (перхлорвиниловые) и синтетические низкомолекулярные
смолы (идитол).
К п р е в р а щ а е м ы м (термореактивным, или необратимым)
относятся такие вещества, которые образуют
пленку в результате химической реакции (полимеризации),
при которой линейные молекулы путем
«сшивания» между собой превращаются в трехмерные.
Пленка — полимер сетчатой (пространственной) структуры
с новыми физическими и химическими свойствами.
Она не плавится и не растворяется, обладает высокой
адгезией, механической прочностью, водостойкостью,
но недостаточной эластичностью. К этой группе
пленкообразователей относятся растительные масла
(льняное, конопляное, тунговое) и синтетические низкомолекулярные
смолы (бакелитовые, полиуретановые).
В качестве пленкообразователей используются: растительные
масла, природные и синтетические смолы.
Р а с т и т е л ь н ы е м а с л а получаются из семян
или орехов растений и представляют собой сложные
эфиры органических кислот и спиртов. По способности
к высыханию различают масла: высыхающие (тунговое,
конопляное, льняное), полувысыхающие (подсолнечное,
кукурузное) и невысыхающие (оливковое,
касторовое). Для превращения невысыхающих масел в
высыхающие и ускорения процесса образования пленок
все растительные масла подвергают термической обработке
(дегидратация, полимеризация, оксидация). Обработанные
таким образом масла превращаются в
олифы (натуральная Г О С Т 7931—56, оксоль О С Т Н К Т П
7474/581, касторовая ОСТ НКПП 538, глифталевая
и др.). Лучшей считается натуральная олифа (льняная или конопляная), на которой готовятся масляные
краски и лаки. Остальные олифы в своем составе содержат
от 14 до 50% различных растворителей.
Наиболее простой способ получения натуральной
олифы в корабельных условиях: налить в железный
котел льняного или конопляного масла; помешивая, нагреть
до 160—170° С; в кипящее масло всыпать сиккатив
(пиролюзит или глет), после чего нагреть эту массу
до температуры 240—280° С; сваренную олифу охладить,
дать ей отстояться и профильтровать.
П р и р о д н ы е с м о л ы — продукты жизнедеятельности
растений (канифоль ГОСТ 797—64), насекомых
(шеллак импортный) и ископаемые смолы (янтарь
ТУ 617—53, битум, асфальт и др.), которые используются
для получения лакокрасочных материалов (каменноугольный
лак Г О СТ 1709—60, шеллачный лак ГОСТ
7573—55, краска ЯН-7А СТУ 44-31—62, масляные и
другие лаки), а также применяются как модифицирующие
добавки к другим пленкообразующим веществам
для придания требуемых свойств их пленкам (канифоль
повышает адгезию, янтарь и битум — водостойкость
и т.д.).
С и н т е т и ч е с к и е с м о л ы в настоящее время
являются одним из основных пленкообразователей, на
основе которых готовится большое количество различных
лакокрасочных материалов. Синтетические смолы — высокомолекулярные соединения (полимеры или
сополимеры), полученные путем полимеризации (перхлорвиниловые, акриловые) или поликонденсации
(глифталевые, пентафталевые, фенольно-формальдегидные, эпоксидные). Полимеризованные смолы в основном
образуют пленку в процессе улетучивания растворителя;
поликонденсационные в большинстве случаев
образуют превращаемые (необратимые) пленки.
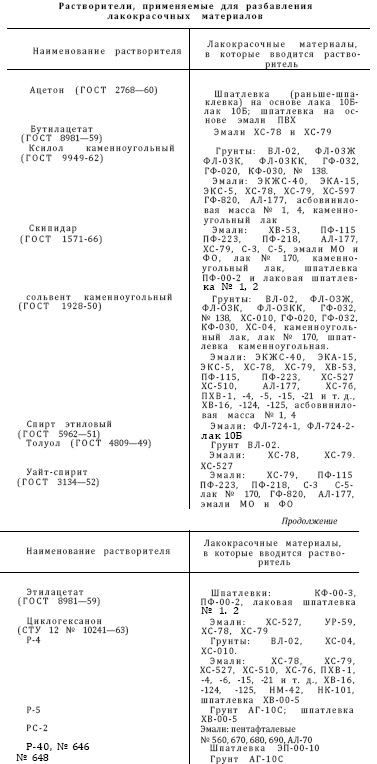
Растворители. Для доведения пленкообразователя до
нужной консистенции используются различные растворители
— летучие органические жидкости, способные
полностью растворять масла, смолы и улетучиваться
из них в процессе образования пленки. Не все растворители
одинаково растворяют те или иные пленкообразователи.
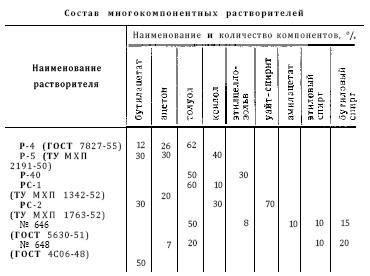
Поэтому для доведения лакокрасочных материалов, поступающих на корабль, до рабочей консистенции
следует применять строго определенные растворители
(табл. 9.1) или их смеси (табл. 9.2) в необходимых
количествах (согласно действующим инструкциям),
но не превышая 8—15% веса краски.
Лакокрасочные материалы (кроме масляных красок на
натуральной олифе) содержат большое количество (до
80% и более) различных растворителей (табл. 9.3), что
требует особых мер предосторожности, так как все растворители
в той или иной степени являются токсичными,
огне- и взрывоопасными.
Т а б л и ц а 9.1
Т а б л и ц а 9.2
Т а б л и ц а 9.3
Пластификаторы (мягчители) — малолетучие растворители
(органические или синтетические) или невысыхающие
растительные масла и синтетические смолы
(глифталевые, пентафталевые), вводимые в лакокрасочные
материалы для придания их пленкам эластичности.
Пластификаторы в процессе образования пленки
не улетучиваются и как бы «смазывают» макромолекулы,
уменьшая силы их сцепления (табл. 9.4).
Т а б л и ц а 9.4
Пластификаторы придают пленкам также морозостойкость,
стойкость к свету, кислотам, щелочам и
другие свойства. В лакокрасочных материалах содержится
до 20—50% и более различных пластификаторов.
Сиккативы — вещества, выполняющие роль катализаторов
окисной полимеризации, которые при введении
в лакокрасочные материалы ускоряют процесс высыхания
(образования) пленки. К ним относятся соединения,
содержащие: кобальт, марганец, свинец, кальций,
цинк. Разновидности и способы получения сиккативов
указаны в табл. 9.5. На кораблях используются
жидкие сиккативы: свинцово-марганцевый № 63 — светлый и № 64 — темный (ГОСТ 1003—41), № 7640
(ТУ М Х П 2106—49), экстракты № 1 (ТУ М Х П 934—41)
и № 2 (ТУ М Х П 935—41). Общее количество сиккативов,
вводимых в готовые лакокрасочные материалы, не
должно превышать 3—5%. Излишнее его количество
ускоряет процесс старения пленки.
Т а б л и ц а 9.5
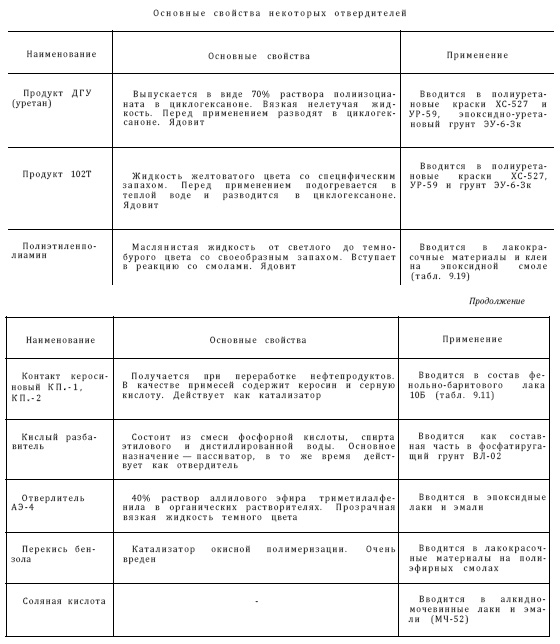
Отвердители — вещества, которые при введении в
пленкообразователь вступают с ним в реакцию, образуя
твердую пленку, или выполняют роль катализатора
(табл. 9.6). Эти вещества быстрого действия. Срок
«жизни» краски после введения отвердителя очень
ограничен, поэтому они вводятся в состав лакокрасочных
материалов непосредственно перед употреблением.
Т а б л и ц а 9.6
Пигменты (сухие краски) — тонкоизмельченные окрашенные
порошки минералов (природные и искусственные),
представляющие собой смеси окислов металлов,
комплексных солей с примесями различных
глин. Пигменты практически нерастворимы в воде, растворителях,
пленкообразователях и являются второй
(после пленкообразователей) составной частью лакокрасочных
материалов. Пигменты придают лакокрасочным
пленкам определенный цвет, укрывистость (кроющую
способность) и, кроме того, играют большую роль
в улучшении физических и химических свойств лакокрасочных
пленок: уменьшают капиллярно-пористую
структуру пленки и делают ее водо- и газонепроницаемой;
увеличивают механическую прочность пленки, выполняют роль армирующего состава; ускоряют процесс
отвердевания пленки, выполняя роль сиккативов (свинцовый
сурик, свинцовые и цинковые белила и др.); замедляют
процесс старения пленки, отражая ультрафиолетовые
лучи. Особенно ценна в этом отношении алюминиевая
пудра.
Для приготовления лакокрасочных материалов используются
следующие наиболее употребимые пигменты
(сухие и густотертые).
Б е л ы е п и г м е н т ы. Белила свинцовые густотертые
марок 00 и 0 по ОСТ Н К Т П 8190/1187; степень
перетира — не более 22 мк; уд. вес 6,7—6,86 г/см3. Белила
цинковые сухие марок М-1, М-2, П-1, П-2 по
Г О С Т 202—62 и густотертые марки М-00 по ГОСТ
482—41; степень перетира—не более 10 мк; уд. вес
5,5—5,65 г/см3.
К р а с н ы е п и г м е н т ы. Киноварь искусственная
густотертая обыкновенная (светлая и темная) и для
специальных работ по ОСТ 10934—40; степень перетира
— не более 25—30 мк. Мумия естественная сухая
(светлая и темная) по ОСТ Н К Т П 3707 и густотертая
(светлая и темная) по ГОСТ 8866—58; степень перетира
— не более 30 мк; уд. вес 2,5 г/см3. Сурик свинцовый
сухой марок 3 и 4 по Г О С Т 1787—50; степень
перетира — не более 25 мк; уд. вес 8,6—9,07 г/см3. Сурик
железный сухой марки А по Г О С Т 8135—62 и густотертый
по ГОСТ 8866—58; степень перетира — не
более 35 мк; уд. вес 3,5—5,2 г/см3. Марс сухой по ТУ
М Х П 1087—44; степень измельчения — полное просеивание
через сито с 1600 отв./см2.
Ж е л т ы е п и г м е н т ы. Крон свинцовый сухой
марок 000 и 00 (желтый, лимонный и оранжевый) по
Г О С Т 478—62; степень перетира — не более 25 мк;
уд. вес. 6,12 г/см3. Крон цинковый сухой сортов С № 0
и X № 0 по О С Т 10937—40; степень перетира — не более
30 мк; уд. вес 3,46 г/см3. Охра сухая марки Б по
Г О С Т 8019—56 и густотертая по ГОСТ 8866—58; степень
перетира — не более 35 мк.
З е л е н ы е п и г м е н т ы. Зелень цинковая сухая
«цельная» и № 1 по ОСТ 10938—40, густотертая № 1
(светлая и темная) по ОСТ 10939—40; степень перетира — не более 25 мк. Зелень свинцовая сухая «цельная» и № 1 по О С Т 13966—40, густотертая специальная
(светлая и темная) по ОСТ 10941—40; степень перетира — не более 25 мк; уд. вес 3,3—5,1 г/см3.
С и н и е п и г м е н т ы. Лазурь малярная сухая
«цельная» по О С Т 10474—39; степень перетира — не более
30 мк; уд. вес 1,81—1,90 г/см3. Ультрамарин сухой
марок УМ-1, У М - 2 и УМ-3 по ОСТ Н К Т П 3160; степень
перетира — не более 30 мк; уд. вес 2,34 г/см3.
Ч е р н ы е п и г м е н т ы. Сажа ламповая по ГОСТ
7885—63. Сажа газовая канальная по ГОСТ 7848—55.
Краска черная масляная густотертая по ГОСТ
6586—66; степень перетира — не более 30 мк.
С е р ы е п и г м е н т ы. Алюминиевая пудра сухая
марок ПАК-3, ПАК-4 по ГОСТ 5494—50; степень измельчения
— остаток на сите с сеткой № 0075 не более
1% для ПАК-3 и без остатка для ПАК-4.
Наполнители — белые или слегка окрашенные порошки
дешевых природных минералов (тяжелый шпат,
тальк, гипс, каолин, мел и др.), обладающие по сравнению
с пигментами малой укрывистостью, но имеющие
очень хорошую свето- и атмосферостойкость, благодаря
чему они вводятся в лакокрасочные материалы
для улучшения свето- и атмосферостойкости пленок,
а также для удешевления лакокрасочных материалов.
Такие наполнители, как асбест, графит, цемент, древесная
мука, металлические опилки, порошки и т. п.,
используются как армирующие составы для приготовления
эпоксидных клеев. Наполнители придают клею
определенный цвет, снижают усадку, улучшают теплопроводность,
повышают прочность, а также способствуют
превращению жидкой эпоксидной смолы в необратимое
твердое вещество.
Пассиваторы — вещества, которые при нанесении на
поверхность металла вступают с ним в реакцию и образуют
из различных комплексных соединений тонкую
пленку, защищающую металл от дальнейшей коррозии,
т. е. делают поверхность пассивной. К ним относятся:
фосфорная, ортофосфорная и другие кислоты, танин,
суперфосфат, сода, препарат «мажеф» и т. д. Пассиваторы
не только защищают металл от коррозии, но и исключают необходимость повторной очистки его поверхности
перед окраской и значительно повышают
сцепление (адгезию) лакокрасочного покрытия с поверхностью.
Ряд пассиваторов входит основной частью
в лакокрасочные материалы: фосфорная кислота —
в фосфатирующие грунты (ВЛ-02, ВЛ-08 и др.);
танин, ортофосфорная кислота — в новый грунт типа
КРТ.
Пассиваторы широко применяются для предохранения
очищенной поверхности от коррозии до нанесения
на нее лакокрасочных материалов. Для этих целей могут
использоваться 10% раствор препарата «мажеф»
(ГОСТ 6193—52), 15—30% раствор фосфорной кислоты,
водная вытяжка суперфосфата и др. Для приготовления
водной вытяжки в корабельных условиях суперфосфат
растворяют в воде в соотношении 1 : 2 с последующим
кипячением в течение 3—4 ч. Такой раствор
не только пассивирует поверхность металла, но и обезжиривает
ее, что исключает применение для этих целей
наиболее опасного уайт-спирита или других органических
растворителей.
Ингибиторы коррозии — вещества, способные замедлить
или совсем прекратить коррозию (латинское слово
«inhibire» означает тормозить). Иногда их называют
отрицательными катализаторами. Механизм действия
ингибиторов состоит в том, что их частицы, будучи во
взвешенном состоянии в агрессивной среде и свободно
перемещаясь в ней, образуют во взаимодействии с поверхностью
металла защитные пленки (физическая,
химическая адсорбция, коллоидные пленки, уплотнение
окисных пленок и др.), которые и защищают металл от
действия агрессивной среды (кислот, щелочей, воды
и т. п.). Ингибиторы коррозии бывают для кислотной,
нейтральной и других сред.
Ингибиторы кислотной среды — формалин, препараты
«уникод», БА-б, «катапин» и др. При введении
«катапика» с добавкой йодистого калия в кислоты (соляная,
серная, фосфорная) скорость растворения в них
металла (емкость) уменьшается до 7000 раз. Формалином
ингибируют соляную кислоту, используемую для
очистки металла от ржавчины и окалины (табл. 9.24).
Ингибиторы нейтральной (водной) среды — нитрит
натрия, хромат циклогексил аммония, бензоат натрия
и другие присадки. Эти ингибиторы используются при
производстве красок (водоэмульсионных типа ВА), а
также ингибированных консервирующих смазок (К-17,
К-19)- Ингибитор, состоящий из смеси 1,5% бензоата
натрия и 0,1% нитрита натрия (по отношению к рабочей
среде), хорошо защищает металл от коррозии в
водной среде замкнутых систем типа автомобильных
радиаторов при температуре от —25 до +100° С.




 Важное
Важное



