–С–∞–љ–љ–µ—А

–Э–Њ–≤—Л–µ –≤–Њ–Ј–Љ–Њ–ґ–љ–Њ—Б—В–Є –і–ї—П —Н–Ї—Б–њ—А–µ—Б—Б-–∞–љ–∞–ї–Є–Ј–∞ –Љ–µ—В–∞–ї–ї–Њ–≤ –Є —Б–њ–ї–∞–≤–Њ–≤
|
4.3. –†–µ–Љ–Њ–љ—В –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–≥–Њ —Б–љ–∞—А—П–ґ–µ–љ–Є—П
–†–µ–Љ–Њ–љ—В –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–≥–Њ —Б–љ–∞—А—П–ґ–µ–љ–Є—П –њ–Њ–і—А–∞–Ј–і–µ–ї—П–µ—В—Б—П –љ–∞ –Ї–∞–њ–Є—В–∞–ї—М–љ—Л–є, —Б—А–µ–і–љ–Є–є –Є —В–µ–Ї—Г—Й–Є–є. –Ъ–∞–њ–Є—В–∞–ї—М–љ—Л–є –Є —Б—А–µ–і–љ–Є–є
–њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –≤ –Љ–∞—Б—В–µ—А—Б–Ї–Є—Е –Є–ї–Є –љ–∞ –Ј–∞–≤–Њ–і–∞—Е, —В–µ–Ї—Г—Й–Є–є вАФ –≤–Њ–і–Њ–ї–∞–Ј–∞–Љ–Є —Б—В–∞–љ—Ж–Є–Є. –Ъ —В–µ–Ї—Г—Й–µ–Љ—Г —А–µ–Љ–Њ–љ—В—Г –Њ—В–љ–Њ—Б—П—В—Б—П —А–∞–±–Њ—В—Л
–њ–Њ —Г—Б—В—А–∞–љ–µ–љ–Є—О –љ–µ–Є—Б–њ—А–∞–≤–љ–Њ—Б—В–µ–є —А–µ–Ј–Є–љ–Њ-—В–Ї–∞–љ–µ–≤—Л—Е –Є–Ј–і–µ–ї–Є–є,
–Ј–∞–Љ–µ–љ–∞ –Є–Ј–љ–Њ—И–µ–љ–љ—Л—Е —З–∞—Б—В–µ–є –Є –і–µ—В–∞–ї–µ–є –Є–Љ–µ—О—Й–Є–Љ–Є—Б—П –≤ –Ч–Ш–Я,
–Љ–Њ–љ—В–∞–ґ —И–ї–∞–љ–≥–Њ–≤—Л—Е –ї–Є–љ–Є–є –Є –і—А—Г–≥–Є–µ –Љ–µ–ї–Ї–Є–µ —А–∞–±–Њ—В—Л.
–†–µ–Љ–Њ–љ—В —А–µ–Ј–Є–љ–Њ–≤—Л—Е –Є —А–µ–Ј–Є–љ–Њ-—В–Ї–∞–љ–µ–≤—Л—Е –Є–Ј–і–µ–ї–Є–є. –Я–Њ–Љ–µ—Й–µ–љ–Є–µ, –≤ –Ї–Њ—В–Њ—А–Њ–Љ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П —А–µ–Љ–Њ–љ—В, –і–Њ–ї–ґ–љ–Њ –±—Л—В—М —Б—Г—Е–Є–Љ,
–≤ —Е–Њ–ї–Њ–і–љ–Њ–µ –≤—А–µ–Љ—П –Њ—В–∞–њ–ї–Є–≤–∞–µ–Љ—Л–Љ –Є –Є–Љ–µ—В—М —Е–Њ—А–Њ—И—Г—О –≤–µ–љ—В–Є–ї—П—Ж–Є—О. –Ф–ї—П –Ї–ї–µ–є–Ї–Є –Ј–∞–њ–ї–∞—В –≤ –њ–Њ–Љ–µ—Й–µ–љ–Є–Є –і–Њ–ї–ґ–µ–љ –±—Л—В—М —Б—В–Њ–ї
–њ–Њ —А–∞–Ј–Љ–µ—А—Г –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–є —А—Г–±–∞—Е–Є, –њ–Њ–Ї—А—Л—В—Л–є –ї–Є—Б—В–Њ–≤—Л–Љ –∞–ї—О–Љ–Є–љ–Є–µ–Љ –Є–ї–Є –і—А—Г–≥–Є–Љ –Љ–∞—В–µ—А–Є–∞–ї–Њ–Љ, —Б—В–Њ–є–Ї–Є–Љ –Ї –±–µ–љ–Ј–Є–љ—Г –Є
—Б–њ–Є—А—В—Г. –Т–µ—Б—М –љ—Г–ґ–љ—Л–є –Є–љ—Б—В—А—Г–Љ–µ–љ—В, —А–µ–Ј–Є–љ–Њ–≤—Л–є –Ї–ї–µ–є, –±–µ–љ–Ј–Є–љ
–Є –њ–Њ—З–Є–љ–Њ—З–љ—Л–є –Љ–∞—В–µ—А–Є–∞–ї –і–Њ–ї–ґ–љ—Л –±—Л—В—М –њ–Њ–і–≥–Њ—В–Њ–≤–ї–µ–љ—Л –Є —А–∞–Ј–ї–Њ–ґ–µ–љ—Л –≤ –љ–µ–њ–Њ—Б—А–µ–і—Б—В–≤–µ–љ–љ–Њ–є –±–ї–Є–Ј–Њ—Б—В–Є –Њ—В –Љ–µ—Б—В–∞ —А–∞–±–Њ—В. –†—Г–Ї–Є
—А–∞–±–Њ—В–∞—О—Й–µ–≥–Њ –і–Њ–ї–ґ–љ—Л –±—Л—В—М —Е–Њ—А–Њ—И–Њ –≤—Л–Љ—Л—В—Л –≤ —В–µ–њ–ї–Њ–є –≤–Њ–і–µ
—Б –Љ—Л–ї–Њ–Љ. –І–∞—Б—В–Є —Б–љ–∞—А—П–ґ–µ–љ–Є—П, –њ–Њ–і–ї–µ–ґ–∞—Й–Є–µ —А–µ–Љ–Њ–љ—В—Г, –і–Њ–ї–ґ–љ—Л
–±—Л—В—М —З–Є—Б—В—Л–Љ–Є –Є —Е–Њ—А–Њ—И–Њ –њ—А–Њ—Б—Г—И–µ–љ–љ—Л–Љ–Є. –Т –њ–Њ–Љ–µ—Й–µ–љ–Є–Є –≤–Њ
–≤—А–µ–Љ—П —А–∞–±–Њ—В—Л –і–Њ–ї–ґ–љ—Л —Б—В—А–Њ–≥–Њ —Б–Њ–±–ї—О–і–∞—В—М—Б—П –њ—А–∞–≤–Є–ї–∞ –њ–Њ–ґ–∞—А–љ–Њ–є –±–µ–Ј–Њ–њ–∞—Б–љ–Њ—Б—В–Є.
–†–µ–Ј–Є–љ–Њ–≤—Л–є –Ї–ї–µ–є –≤—Л–њ—Г—Б–Ї–∞–µ—В—Б—П –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О –≤ –≥–Њ—В–Њ–≤–Њ–Љ –≤–Є–і–µ. –Я—А–Є –Њ—В—Б—Г—В—Б—В–≤–Є–Є –Ї–ї–µ—П –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ–≥–Њ –њ—А–Є–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –µ–≥–Њ –Љ–Њ–ґ–љ–Њ –њ—А–Є–≥–Њ—В–Њ–≤–Є—В—М –Є–Ј –љ–∞—В—Г—А–∞–ї—М–љ–Њ–≥–Њ –Ї–∞—Г—З—Г–Ї–∞.
–Ф–ї—П —Н—В–Њ–≥–Њ –Ї–∞—Г—З—Г–Ї –љ–∞—А–µ–Ј–∞—О—В –Љ–µ–ї–Ї–Є–Љ–Є –Ї—Г—Б–Њ—З–Ї–∞–Љ–Є, –њ–Њ–Љ–µ—Й–∞—О—В
–≤ —З–Є—Б—В—Г—О –±–∞–љ–Ї—Г –Є –Ј–∞–ї–Є–≤–∞—О—В —З–Є—Б—В—Л–Љ –±–µ–љ–Ј–Є–љ–Њ–Љ –С-70 (–љ–∞
–Њ–і–љ—Г –≤–µ—Б–Њ–≤—Г—О —З–∞—Б—В—М –Ї–∞—Г—З—Г–Ї–∞ –±–µ—А—Г—В –і–µ—Б—П—В—М —З–∞—Б—В–µ–є –±–µ–љ–Ј–Є–љ–∞).
–С–∞–љ–Ї—Г –њ–ї–Њ—В–љ–Њ –Ј–∞–Ї—А—Л–≤–∞—О—В –Є —Б—В–∞–≤—П—В –≤ —В–µ–њ–ї–Њ–µ –Љ–µ—Б—В–Њ –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ —А–∞—Б—В–≤–Њ—А–µ–љ–Є—П –Ї–∞—Г—З—Г–Ї–∞. –•—А–∞–љ–Є—В—М –Ї–ї–µ–є —Б–ї–µ–і—Г–µ—В –≤ –њ–ї–Њ—В–љ–Њ
–Ј–∞–Ї—А—Л—В–Њ–є –±–∞–љ–Ї–µ –≤ —В–µ–њ–ї–Њ–Љ –њ–Њ–Љ–µ—Й–µ–љ–Є–Є. –Э–∞ –Љ–Њ—А–Њ–Ј–µ –Ї–ї–µ–є –њ–Њ—А—В–Є—В—Б—П.
–Ч–∞–њ–ї–∞—В—Л –љ–∞–Ї–ї–µ–Є–≤–∞—О—В—Б—П –љ–∞ –Љ–µ—Б—В–∞ –њ—А–Њ–Ї–Њ–ї–Њ–≤ –Є–ї–Є –њ–Њ—В–µ—А—В–Њ—Б—В–µ–є –≤–Њ–і–Њ–ї–∞–Ј–љ—Л—Е —А—Г–±–∞—Е, –≥–Є–і—А–Њ–Ї–Њ–Љ–±–Є–љ–µ–Ј–Њ–љ–Њ–≤ –Є –і—Л—Е–∞—В–µ–ї—М–љ—Л—Е
–Љ–µ—И–Ї–Њ–≤ –∞–њ–њ–∞—А–∞—В–Њ–≤. –Я–µ—А–µ–і –љ–∞–Ї–ї–µ–Є–≤–∞–љ–Є–µ–Љ –Ј–∞–њ–ї–∞—В—Л –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —В–Њ—З–љ–Њ –Њ–њ—А–µ–і–µ–ї–Є—В—М –њ–ї–Њ—Й–∞–і—М –њ–Њ–≤—А–µ–ґ–і–µ–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Ї–∞, –≤—Л—А–µ–Ј–∞—В—М –Є–Ј –њ–Њ—З–Є–љ–Њ—З–љ–Њ–≥–Њ –Љ–∞—В–µ—А–Є–∞–ї–∞ —В—А–µ–±—Г–µ–Љ—Г—О –Ј–∞–њ–ї–∞—В–Ї—Г —А–∞–Ј–Љ–µ—А–Њ–Љ, –љ–µ—Б–Ї–Њ–ї—М–Ї–Њ –±–Њ–ї—М—И–Є–Љ –њ–Њ–≤—А–µ–ґ–і–µ–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Ї–∞, —В—Й–∞—В–µ–ї—М–љ–Њ –Ј–∞—З–Є—Б—В–Є—В—М –Љ–µ—Б—В–Њ –њ—А–Є–Ї–ї–µ–є–Ї–Є –Њ—В —А–∞—Б–њ—Г—И–Є–≤—И–µ–є—Б—П —В–Ї–∞–љ–Є, –њ—А–Њ—В–µ—А–µ—В—М –Љ–∞—А–ї–µ–≤—Л–Љ —В–∞–Љ–њ–Њ–љ–Њ–Љ, —Б–Љ–Њ—З–µ–љ–љ—Л–Љ –≤ –±–µ–љ–Ј–Є–љ–µ, –Є
–њ—А–Њ—Б—Г—И–Є—В—М –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ –Є—Б–њ–∞—А–µ–љ–Є—П –±–µ–љ–Ј–Є–љ–∞. –Я–Њ–≤—А–µ–ґ–і–µ–љ–љ—Л–є
—Г—З–∞—Б—В–Њ–Ї —Б–љ–∞—А—П–ґ–µ–љ–Є—П —А–∞—Б–њ–Њ–ї–Њ–ґ–Є—В—М –љ–∞ —Б—В–Њ–ї–µ —В–∞–Ї, —З—В–Њ–±—Л –Њ–љ
–њ–ї–Њ—В–љ–Њ –њ—А–Є–ї–µ–≥–∞–ї –Ї —Б—В–Њ–ї—Г –Є –љ–µ –Є–Љ–µ–ї –Љ–Њ—А—Й–Є–љ. –†—П–і–Њ–Љ –љ–∞ —Б—В–Њ–ї–µ –њ–Њ–ї–Њ–ґ–Є—В—М –Ј–∞–њ–ї–∞—В—Г.
–Э–∞ —Б–Ї–ї–µ–Є–≤–∞–µ–Љ—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –њ–Њ–≤—А–µ–ґ–і–µ–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Ї–∞ –Є
–Ј–∞–њ–ї–∞—В—Л –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –љ–∞–љ–µ—Б—В–Є 3вАФ4 —В–Њ–љ–Ї–Є—Е —Б–ї–Њ—П —А–µ–Ј–Є–љ–Њ–≤–Њ–≥–Њ –Ї–ї–µ—П, –і–∞–≤ —Е–Њ—А–Њ—И–Њ –њ—А–Њ—Б–Њ—Е–љ—Г—В—М –Ї–∞–ґ–і–Њ–Љ—Г —Б–ї–Њ—О. –Я—А–Є–Ј–љ–∞–Ї —Е–Њ—А–Њ—И–µ–≥–Њ –≤—Л—Б—Л—Е–∞–љ–Є—П вАФ –Њ—В—Б—Г—В—Б—В–≤–Є–µ –њ—А–Є–ї–Є–њ–∞–љ–Є—П –≤—Л—Б–Њ—Е—И–µ–≥–Њ –Ї–ї–µ—П –Ї –њ–∞–ї—М—Ж–∞–Љ —А—Г–Ї. –У–Њ—В–Њ–≤—Г—О –Ї –њ—А–Є–Ї–ї–µ–є–Ї–µ –Ј–∞–њ–ї–∞—В—Г
–њ–µ—А–µ–≥–Є–±–∞—О—В –Є —Б–µ—А–µ–і–Є–љ–Њ–є –љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В –љ–∞ –њ–Њ–≤—А–µ–ґ–і–µ–љ–љ—Л–є
—Г—З–∞—Б—В–Њ–Ї, –Ј–∞—В–µ–Љ –Њ—Б—В–Њ—А–Њ–ґ–љ–Њ, –љ–µ –і–Њ–њ—Г—Б–Ї–∞—П –Љ–Њ—А—Й–Є–љ, —А–∞–Ј–≥–ї–∞–ґ–Є–≤–∞—О—В –Њ—В —Б–µ—А–µ–і–Є–љ—Л –≤ —Б—В–Њ—А–Њ–љ—Л. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –Ј–∞–њ–ї–∞—В—Г —Б–ї–µ–і—Г–µ—В
—Е–Њ—А–Њ—И–Њ –Њ–±—Б—В—Г—З–∞—В—М –і–µ—А–µ–≤—П–љ–љ—Л–Љ –Љ–Њ–ї–Њ—В–Ї–Њ–Љ (–Љ—Г—И–Ї–µ–ї–µ–Љ), –љ–∞–ї–Њ–ґ–Є—В—М –љ–∞ –љ–µ–µ —В—П–ґ–µ–ї—Л–є –њ—А–µ–і–Љ–µ—В –Є –≤—Л–і–µ—А–ґ–∞—В—М –≤ —В–µ—З–µ–љ–Є–µ
10вАФ15 –Љ–Є–љ.
–Э–∞ —Б–Ї–≤–Њ–Ј–љ—Л–µ –Њ—В–≤–µ—А—Б—В–Є—П –Ј–∞–њ–ї–∞—В—Л –љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В —Б –Њ–±–µ–Є—Е
—Б—В–Њ—А–Њ–љ: –љ–∞ —В–Є—Д—В–Є–Ї–Њ–≤—Г—О –≤–Њ–і–Њ–ї–∞–Ј–љ—Г—О —А—Г–±–∞—Е—Г вАФ —Б–љ–∞—А—Г–ґ–Є –Є–Ј
—В–Є—Д—В–Є–Ї–∞, –Є–Ј–љ—Г—В—А–Є вАФ –Є–Ј –і–Њ–Љ–µ—Б—В–Є–Ї–∞ (–њ–µ—А–Ї–∞–ї—П); –љ–∞ —Н–ї–∞—Б—В–Є—З–љ—Г—О —А—Г–±–∞—Е—Г вАФ –Є–Ј –ї–Є–њ–Ї–Њ–є –ї–µ–љ—В—Л; –љ–∞ –≥–Є–і—А–Њ–Ї–Њ–Љ–±–Є–љ–µ–Ј–Њ–љ—Л вАФ –Є–Ј
–Љ–∞—В–µ—А–Є–∞–ї–Њ–≤, —Б–Њ–Њ—В–≤–µ—В—Б—В–≤—Г—О—Й–Є—Е —В–Ї–∞–љ—П–Љ –≥–Є–і—А–Њ–Ї–Њ–Љ–±–Є–љ–µ–Ј–Њ–љ–Њ–≤.
–Ч–∞–Љ–µ–љ–∞ –Є–Ј–љ–Њ—И–µ–љ–љ—Л—Е –Љ–∞–љ–ґ–µ—В –Є —А—Г–Ї–∞–≤–Є—Ж –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П
—Б –њ—А–Є–Љ–µ–љ–µ–љ–Є–µ–Љ –і–µ—А–µ–≤—П–љ–љ—Л—Е –Ї—А—Г–≥–ї—Л—Е –±–Њ–ї–≤–∞–љ–Њ–Ї (—А–Є—Б. 4.1).
–Ф–ї—П —Н—В–Њ–≥–Њ –Є–Ј–љ–Њ—И–µ–љ–љ—Г—О (–њ–Њ–≤—А–µ–ґ–і–µ–љ–љ—Г—О) —А—Г–Ї–∞–≤–Є—Ж—Г (–Љ–∞–љ–ґ–µ—В—Г) –Њ—В–і–µ–ї—П—О—В –Њ—В —А—Г–Ї–∞–≤–∞ —А—Г–±–∞—Е–Є (–≥–Є–і—А–Њ–Ї–Њ–Љ–±–Є–љ–µ–Ј–Њ–љ–∞), –Ї—А–∞—П
—А—Г–Ї–∞–≤–Њ–≤ –Њ—З–Є—Й–∞—О—В –Њ—В —А–∞—Б–њ—Г—И–Є–≤—И–µ–є—Б—П —В–Ї–∞–љ–Є, –њ—А–Њ—В–Є—А–∞—О—В –±–µ–љ–Ј–Є–љ–Њ–Љ, –Њ–±—А–µ–Ј–Є–љ–µ–љ–љ—Л–µ –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є –Ј–∞—З–Є—Й–∞—О—В —А–∞—И–њ–Є–ї–µ–Љ –Є–ї–Є
–љ–∞–ґ–і–∞—З–љ–Њ–є –±—Г–Љ–∞–≥–Њ–є. –Т—Б—В–∞–≤–ї—П—О—В –≤ —А—Г–Ї–∞–≤ –±–Њ–ї–≤–∞–љ–Ї—Г, –љ–∞–і–µ–≤–∞—О—В –љ–∞ –љ–µ–µ —А—Г–Ї–∞–≤–Є—Ж—Г (–Љ–∞–љ–ґ–µ—В—Г) –Є –Њ—В–≥–Є–±–∞—О—В –Ї—А–∞—П —А—Г–Ї–∞–≤–Є—Ж—Л (–Љ–∞–љ–ґ–µ—В—Л) –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ –Њ—Б–≤–Њ–±–Њ–ґ–і–µ–љ–Є—П –Ї—А–∞—П —А—Г–Ї–∞–≤–∞.
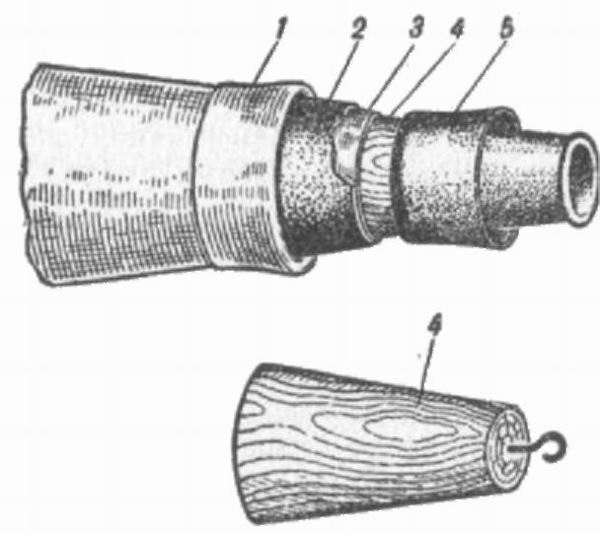
–†–Є—Б. 4.1. –Ч–∞–Љ–µ–љ–∞ –Є–Ј–љ–Њ—И–µ–љ–љ–Њ–є –Љ–∞–љ–ґ–µ—В—Л:
1вАФ —В–Є—Д—В–Є–Ї (–љ–∞—А—Г–ґ–љ—Л–є —Б–ї–Њ–є); 2вАФ—И–µ–ї–Ї–Њ–≤–Є—Б—В–∞—П —А–µ–Ј–Є–љ–∞; 3 вАФ –і–Њ–Љ–µ—Б—В–Є–Ї (–≤–љ—Г—В—А–µ–љ–љ–Є–є —Б–ї–Њ–є); 4 вАФ –±–Њ–ї–≤–∞–љ–Ї–∞; 5 вАФ –Љ–∞–љ–ґ–µ—В–∞
–Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ–Њ—Б–ї–µ–і–Њ–≤–∞—В–µ–ї—М–љ–Њ –љ–∞–љ–Њ—Б—П—В 3вАФ4 —Б–ї–Њ—П —А–µ–Ј–Є–љ–Њ–≤–Њ–≥–Њ
–Ї–ї–µ—П –Є, –і–∞–≤ —Е–Њ—А–Њ—И–Њ –њ—А–Њ—Б–Њ—Е–љ—Г—В—М –Ї–ї–µ—О, —А–∞—Б–њ—А–∞–≤–ї—П—О—В –Ї—А–∞–є
—А—Г–Ї–∞–≤–Є—Ж—Л –Є –љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В –µ–≥–Њ –љ–∞ –Ї—А–∞—П —А—Г–Ї–∞–≤–∞. –Ч–∞—В–µ–Љ –Њ–±—Б—В—Г–Ї–Є–≤–∞—О—В —И–Њ–≤ –Љ—Г—И–Ї–µ–ї–µ–Љ –Є –≤—Л–і–µ—А–ґ–Є–≤–∞—О—В –≤ —В–∞–Ї–Њ–Љ —Б–Њ—Б—В–Њ—П–љ–Є–Є
10вАФ15 –Љ–Є–љ, –њ–Њ—Б–ї–µ —З–µ–≥–Њ –Њ–±–Ї–ї–µ–Є–≤–∞—О—В —И–Њ–≤ –ї–Є–њ–Ї–Њ–є –ї–µ–љ—В–Њ–є, –Є–Ј–≤–ї–µ–Ї–∞—О—В –Є–Ј —А—Г–Ї–∞–≤–∞ –±–Њ–ї–≤–∞–љ–Ї—Г, –≤—Л–≤–Њ—А–∞—З–Є–≤–∞—О—В —А—Г–Ї–∞–≤ –Є –Њ–±–Ї–ї–µ–Є–≤–∞—О—В –ї–µ–љ—В–Њ–є —И–Њ–≤ –Є–Ј–љ—Г—В—А–Є.
–†–µ–Љ–Њ–љ—В –Љ—П–≥–Ї–Њ–є —Б—В–Њ–њ—Л –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–є —А—Г–±–∞—Е–Є –Є–ї–Є –≥–Є–і—А–Њ–Ї–Њ–Љ–±–Є–љ–µ–Ј–Њ–љ–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –љ–∞ –Ї–Њ–ї–Њ–і–Ї–µ, —Б–і–µ–ї–∞–љ–љ–Њ–є –њ–Њ —А–∞–Ј–Љ–µ—А–∞–Љ
—Б—В–Њ–њ—Л. –Ш–Ј–љ–Њ—И–µ–љ–љ—Г—О –њ–Њ–і–Њ—И–≤—Г –Њ—В–і–µ–ї—П—О—В –Є –њ–Њ –љ–µ–є –≤—Л–Ї—А–∞–Є–≤–∞—О—В –љ–Њ–≤—Г—О. –°—В–Њ–њ—Г —Е–Њ—А–Њ—И–Њ –Њ—З–Є—Й–∞—О—В –±–µ–љ–Ј–Є–љ–Њ–Љ –Њ—В —Б—В–∞—А–Њ–≥–Њ
–Ї–ї–µ—П –Є –њ—А–Њ—Б—Г—И–Є–≤–∞—О—В. –Ч–∞—В–µ–Љ –љ–∞ —Б—В–Њ–њ—Г –Є –љ–Њ–≤—Г—О –њ–Њ–і–Њ—И–≤—Г
–љ–∞–љ–Њ—Б—П—В –Ї–ї–µ–µ–≤–Њ–є —Б–ї–Њ–є, –Ї–∞–Ї –±—Л–ї–Њ —Б–Ї–∞–Ј–∞–љ–Њ —А–∞–љ–µ–µ, –Є –њ–Њ—Б–ї–µ
–њ—А–Њ—Б—Г—И–Ї–Є –љ–∞–Ї–ї–µ–Є–≤–∞—О—В –љ–Њ–≤—Г—О –њ–Њ–і–Њ—И–≤—Г –Є –Њ–±—Б—В—Г–Ї–Є–≤–∞—О—В –µ–µ
–љ–∞ –Ї–Њ–ї–Њ–і–Ї–µ.
–Я–Њ—Б—В–∞–љ–Њ–≤–Ї–∞ —В—А–∞–≤—П—Й–Є—Е –Ї–ї–∞–њ–∞–љ–Њ–≤ –љ–∞ –≤–Њ–і–Њ–ї–∞–Ј–љ—Г—О —А—Г–±–∞—Е—Г.
–Т–Њ–і–Њ–ї–∞–Ј–љ—Л–µ —А—Г–±–∞—Е–Є –≤—Л–њ—Г—Б–Ї–∞—О—В—Б—П –њ—А–Њ–Љ—Л—И–ї–µ–љ–љ–Њ—Б—В—М—О –±–µ–Ј
–Њ—В–≤–µ—А—Б—В–Є–є –њ–Њ–і –Ї–ї–∞–њ–∞–љ—Л. –Ф–ї—П —Г—Б—В–∞–љ–Њ–≤–Ї–Є –њ–µ—А–µ–і–љ–µ–≥–Њ –Є –Ј–∞–і–љ–µ–≥–Њ –Ї–ї–∞–њ–∞–љ–Њ–≤ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–і–µ–ї–∞—В—М —А–∞–Ј–Љ–µ—В–Ї—Г –Є –≤—Л—А–µ–Ј–Ї—Г –Њ—В–≤–µ—А—Б—В–Є–є. –†–∞–Ј–Љ–µ—В–Ї–∞ –љ–∞ –≤—Л—А–µ–Ј–Ї—Г –Њ—В–≤–µ—А—Б—В–Є—П –і–µ–ї–∞–µ—В—Б—П –Є–Ј —А–∞—Б—З–µ—В–∞, —З—В–Њ–±—Л —Ж–µ–љ—В—А –Њ—В–≤–µ—А—Б—В–Є—П –њ–Њ–і –Ј–∞–і–љ–Є–є –Ї–ї–∞–њ–∞–љ –Њ—В—Б—В–Њ—П–ї –Њ—В
—Д–ї–∞–љ—Ж–∞ –≤–љ–Є–Ј –љ–∞ 220 –Љ–Љ (—А–Є—Б. 4.2) –Є –Њ—В —Б–њ–Є–љ–љ–Њ–≥–Њ —И–≤–∞ –≤–ї–µ–≤–Њ
–љ–∞ 200 –Љ–Љ; –њ–Њ–і –њ–µ—А–µ–і–љ–Є–є –Ї–ї–∞–њ–∞–љ вАФ –Њ—В —Д–ї–∞–љ—Ж–∞ –≤–љ–Є–Ј –љ–∞
140 –Љ–Љ –Є –Њ—В –љ–∞–≥—А—Г–і–љ–Њ–≥–Њ —И–≤–∞ –≤–њ—А–∞–≤–Њ (–њ–Њ –≤–Њ–і–Њ–ї–∞–Ј—Г) –љ
160 –Љ–Љ.
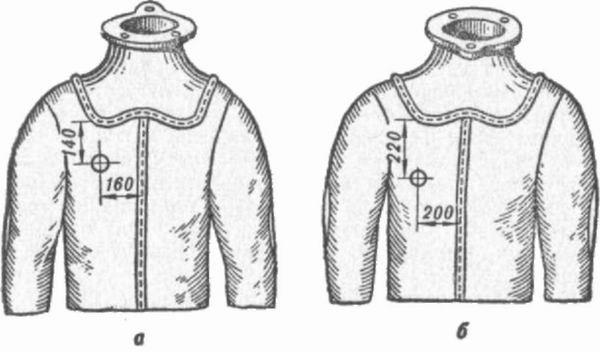
–†–Є—Б. 4.2. –†–∞—Б–њ–Њ–ї–Њ–ґ–µ–љ–Є–µ —В—А–∞–≤—П—Й–Є—Е –Ї–ї–∞–њ–∞–љ–Њ–≤ –љ–∞ –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–є —А—Г–±–∞—Е–µ:
–∞ вАФ –≤–Є–і —Б–њ–µ—А–µ–і–Є; –± вАФ –≤–Є–і —Б–Ј–∞–і–Є (—А–∞–Ј–Љ–µ—А—Л –≤ –Љ–Љ)
–°–і–µ–ї–∞–≤ —В–∞–Ї—Г—О —А–∞–Ј–Љ–µ—В–Ї—Г, —Б–ї–µ–і—Г–µ—В –љ–∞–ї–Њ–ґ–Є—В—М —И–∞–є–±—Г
–Ї–ї–∞–њ–∞–љ–∞ –љ–∞ —А—Г–±–∞—Е—Г –Є –Є–Ј–љ—Г—В—А–Є –Њ–±–≤–µ—Б—В–Є —Е–Є–Љ–Є—З–µ—Б–Ї–Є–Љ –Ї–∞—А–∞–љ–і–∞—И–Њ–Љ, –Ј–∞—В–µ–Љ –≤—Л—А–µ–Ј–∞—В—М –Њ—В–≤–µ—А—Б—В–Є–µ –≤ —А—Г–±–∞—Е–µ, –Њ—Б—В–∞–≤–ї—П—П —Б–ї–µ–і –Ї–∞—А–∞–љ–і–∞—И–∞ –љ–∞ –Љ–∞—В–µ—А–Є–Є —А—Г–±–∞—Е–Є. –Я—А–Є —Н—В–Њ–Љ –і–Є–∞–Љ–µ—В—А –Њ—В–≤–µ—А—Б—В–Є—П
–і–Њ–ї–ґ–µ–љ –њ–Њ–ї—Г—З–Є—В—М—Б—П –Љ–µ–љ—М—И–µ –і–Є–∞–Љ–µ—В—А–∞ —А–µ–Ј—М–±–Њ–≤–Њ–є —З–∞—Б—В–Є –Ї–ї–∞–њ–∞–љ–∞. –Ъ–ї–∞–њ–∞–љ –Я–Т-059 —Б—В–∞–≤–Є—В—Б—П —Б–љ–∞—А—Г–ґ–Є –Є –Ј–∞–ґ–Є–Љ–∞–µ—В—Б—П –≥–∞–є–Ї–Њ–є –Є–Ј–љ—Г—В—А–Є. –Ъ–ї–∞–њ–∞–љ—Л —Б—В–∞—А–Њ–є –Ї–Њ–љ—Б—В—А—Г–Ї—Ж–Є–Є (–Ч–Ъ –Є –Я–Ъ) —Б—В–∞–≤—П—В—Б—П –Є–Ј–љ—Г—В—А–Є –Є –Ј–∞—В—П–≥–Є–≤–∞—О—В—Б—П —А–µ—И–µ—В—З–∞—В–Њ–є –Ї—А—Л—И–Ї–Њ–є —Б–љ–∞—А—Г–ґ–Є —А—Г–±–∞—Е–Є. –Я—А–Є –њ–Њ—Б—В–∞–љ–Њ–≤–Ї–µ –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ —Б–ї–µ–і–Є—В—М, —З—В–Њ–±—Л
–±—Л–ї–Є –њ–Њ—Б—В–∞–≤–ї–µ–љ—Л —А–µ–Ј–Є–љ–Њ–≤—Л–µ –њ—А–Њ–Ї–ї–∞–і–Ї–Є —Б –Њ–±–µ–Є—Е —Б—В–Њ—А–Њ–љ –Љ–∞—В–µ—А–Є–Є —А—Г–±–∞—Е–Є.
–†–µ–Љ–Њ–љ—В —А–µ–Ј–Є–љ–Њ–≤—Л—Е —И–ї–µ–Љ–Њ–≤ –≥–Є–і—А–Њ–Ї–Њ–Љ–±–Є–љ–µ–Ј–Њ–љ–Њ–≤ –Є —И–ї–µ–Љ-
–Љ–∞—Б–Њ–Ї –њ—А–Њ–Є–Ј–≤–Њ–і—П—В –љ–∞ –±–Њ–ї–≤–∞–љ–Ї–∞—Е —И–∞—А–Њ–≤–Њ–є —Д–Њ—А–Љ—Л. –Ч–∞–њ–ї–∞—В—Л
–і–ї—П —Н—В–Њ–≥–Њ –≤—Л—А–µ–Ј–∞—О—В –Є–Ј —Б—В–∞—А—Л—Е —И–ї–µ–Љ-–Љ–∞—Б–Њ–Ї. –Я–µ—А–µ–і –љ–∞–Ї–ї–µ–є–Ї–Њ–є –њ–Њ–≤–µ—А—Е–љ–Њ—Б—В–Є —А–µ–Љ–Њ–љ—В–Є—А—Г–µ–Љ–Њ–≥–Њ —И–ї–µ–Љ–∞ –Є –Ј–∞–њ–ї–∞—В—Л –љ–µ–Њ–±—Е–Њ–і–Є–Љ–Њ –Њ–±—А–∞–±–Њ—В–∞—В—М —А–∞—И–њ–Є–ї–µ–Љ –Є –њ—А–Њ—В–µ—А–µ—В—М –±–µ–љ–Ј–Є–љ–Њ–Љ. –І—В–Њ–±—Л
–Њ–±–µ—Б–њ–µ—З–Є—В—М —Е–Њ—А–Њ—И–µ–µ –њ—А–Є–Ї–ї–µ–Є–≤–∞–љ–Є–µ –Ј–∞–њ–ї–∞—В—Л, –њ–ї–Њ—Й–∞–і—М –њ–Њ–Ї—А—Л—В–Є—П –њ–Њ–≤—А–µ–ґ–і–µ–љ–љ–Њ–≥–Њ —Г—З–∞—Б—В–Ї–∞ —И–ї–µ–Љ–∞ –Ї–ї–µ–µ–Љ –і–Њ–ї–ґ–љ–∞ –±—Л—В—М
–±–Њ–ї—М—И–µ, —З–µ–Љ –Ј–∞–≥–Њ—В–Њ–≤–ї–µ–љ–љ–∞—П –Ј–∞–њ–ї–∞—В–∞.
–Я—А–∞–≤–Ї–∞ –≤–Љ—П—В–Є–љ –Ї–Њ—В–µ–ї–Ї–∞ —И–ї–µ–Љ–∞. –Я—А–∞–≤–Ї–∞ –і–µ–ї–∞–µ—В—Б—П –љ–∞ —А–Њ–≤–љ–Њ–Љ –≥–ї–∞–і–Ї–Њ–Љ —Б—В–Њ–ї–µ –Є–ї–Є –њ–ї–Є—В–µ –ї–µ–≥–Ї–Є–Љ –њ–Њ—Б—В—Г–Ї–Є–≤–∞–љ–Є–µ–Љ –і–µ—А–µ–≤—П–љ–љ–Њ–є –≤—Л–Ї–Њ–ї–Њ—В–Ї–Њ–є –Є–Ј–љ—Г—В—А–Є —И–ї–µ–Љ–∞ –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ –Є—Б—З–µ–Ј–љ–Њ–≤–µ–љ–Є—П –≤–Љ—П—В–Є–љ.
–Ч–∞–њ—А–µ—Б—Б–Њ–≤–Ї–∞ —И–ї–∞–љ–≥–Њ–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є. –Э–∞ —И–ї–∞–љ–≥–∞—Е –і–Њ—А–љ–Њ–≤–Њ–≥–Њ —Б–њ–Њ—Б–Њ–±–∞ –Є–Ј–≥–Њ—В–Њ–≤–ї–µ–љ–Є—П –Ј–∞–њ—А–µ—Б—Б–Њ–≤–Ї–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–≥–Њ —Г—Б—В—А–Њ–є—Б—В–≤–∞, –∞ –њ—А–Є –Њ—В—Б—Г—В—Б—В–≤–Є–Є –µ–≥–Њ вАФ –≤
—Б–ї–µ—Б–∞—А–љ—Л—Е —В–Є—Б–Ї–∞—Е. –Ъ–Њ–љ–µ—Ж —И–ї–∞–љ–≥–∞ –≤—Б—В–∞–≤–ї—П–µ—В—Б—П –≤ —Г—Б—В—А–Њ–є—Б—В–≤–Њ
–і–ї—П –Ј–∞–њ—А–µ—Б—Б–Њ–≤–Ї–Є –Є –Ј–∞–Ї—А–µ–њ–ї—П–µ—В—Б—П –Ј–∞–ґ–Є–Љ–Њ–Љ. –®—В—Г—Ж–µ—А —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Б–ї–µ–≥–Ї–∞ —Б–Љ–∞–Ј—Л–≤–∞–µ—В—Б—П —А–µ–Ј–Є–љ–Њ–≤—Л–Љ –Ї–ї–µ–µ–Љ, –≤–≤–Њ–і–Є—В—Б—П –≤ –Њ—В–≤–µ—А—Б—В–Є–µ —И–ї–∞–љ–≥–∞ –Є –±–µ–Ј–Њ—Б—В–∞–љ–Њ–≤–Њ—З–љ–Њ –Ј–∞–њ—А–µ—Б—Б–Њ–≤—Л–≤–∞–µ—В—Б—П –љ–∞–ґ–Є–Љ–љ—Л–Љ –≤–Є–љ—В–Њ–Љ –Љ–∞—И–Є–љ–Ї–Є –і–Њ –Љ–µ—Б—В–∞. –Я—А–Є –њ–Њ–ї—М–Ј–Њ–≤–∞–љ–Є–Є —В–Є—Б–Ї–∞–Љ–Є
–≤ –ї–∞–њ–Ї–Є —В–Є—Б–Ї–Њ–≤ –Ј–∞–ґ–Є–Љ–∞—О—В —Б—А–µ–і–љ–Є–Ї —Б–Њ–µ–і–Є–љ–µ–љ–Є—П —Б –њ—А–Є—Б–Њ–µ–і–Є–љ–Є—В–µ–ї—М–љ—Л–Љ–Є —И—В—Г—Ж–µ—А–∞–Љ–Є, –∞ —И–ї–∞–љ–≥ –љ–∞–і–µ–≤–∞—О—В –љ–∞ —И—В—Г—Ж–µ—А
–≤—А—Г—З–љ—Г—О.
–®–ї–∞–љ–≥–Њ–≤—Л–µ —Б–Њ–µ–і–Є–љ–µ–љ–Є—П –љ–∞ –і–ї–Є–љ–љ–Њ–Љ–µ—А–љ—Л–µ —И–ї–∞–љ–≥–Є —Б—В–∞–≤—П—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О –њ—А–Є—Б–њ–Њ—Б–Њ–±–ї–µ–љ–Є—П –і–ї—П –∞—А–Љ–Є—А–Њ–≤–∞–љ–Є—П. –Т –Ї–Њ–љ—Ж—Л —И–ї–∞–љ–≥–Њ–≤ –≤—Б—В–∞–≤–ї—П–µ—В—Б—П –Ј–∞–µ—А—И–µ–љ–љ—Л–є —И—В—Г—Ж–µ—А, –њ–Њ–≤–µ—А—Е —Б–Њ–µ–і–Є–љ—П–µ–Љ–Њ–≥–Њ –Љ–µ—Б—В–∞ –љ–∞–і–µ–≤–∞–µ—В—Б—П –Ї—А–∞—Б–љ–Њ–Љ–µ–і–љ–∞—П —В—А—Г–±—З–∞—В–∞—П
–љ–∞–Ї–ї–∞–і–Ї–∞, —В–∞–Ї —З—В–Њ–±—Л —Б–µ—А–µ–і–Є–љ–∞ –µ–µ –њ—А–Є—Е–Њ–і–Є–ї–∞—Б—М –љ–∞ —Б—В—Л–Ї —И–ї–∞–љ–≥–Њ–≤. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ —В—А—Г–±–Ї–∞ –Њ–±–Ї–∞—В—Л–≤–∞–µ—В—Б—П –љ–∞ —И–ї–∞–љ–≥–µ –њ—А–Є—Б–њ–Њ—Б–Њ–±–ї–µ–љ–Є–µ–Љ –і–ї—П –∞—А–Љ–Є—А–Њ–≤–∞–љ–Є—П –і–Њ –Њ–±—А–∞–Ј–Њ–≤–∞–љ–Є—П –љ–∞ —В—А—Г–±–Ї–µ
–≥–Њ—Д—А –Є –њ–ї–Њ—В–љ–Њ–≥–Њ –Њ–±–ґ–∞—В–Є—П —И–ї–∞–љ–≥–∞.
–С–µ–љ–Ј–µ–ї–µ–≤–Ї—Г —И–ї–∞–љ–≥–Њ–≤—Л—Е —Б–Њ–µ–і–Є–љ–µ–љ–Є–є –њ—А–Њ–Є–Ј–≤–Њ–і—П—В, –љ–µ –≤—Л–љ–Є–Љ–∞—П —И–ї–∞–љ–≥–∞ –Є–Ј —Г—Б—В—А–Њ–є—Б—В–≤–∞ –і–ї—П –Ј–∞–њ—А–µ—Б—Б–Њ–≤–Ї–Є (—В–Є—Б–Ї–Њ–≤). –С–µ–љ–Ј–µ–ї—М –љ–∞–Ї–ї–∞–і—Л–≤–∞–µ—В—Б—П –Є–Ј –ї–∞—В—Г–љ–љ–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є —Б –њ–Њ–Љ–Њ—Й—М—О
–±–µ–љ–Ј–µ–ї–µ–≤–Њ—З–љ–Њ–є –ї–Њ–њ–∞—В–Ї–Є. –Ф–ї—П –љ–∞–Ї–ї–∞–і–Ї–Є –±–µ–љ–Ј–µ–ї—П –±–µ—А—Г—В
1,2вАФ1,5 –Љ –ї–∞—В—Г–љ–љ–Њ–є –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є, –њ—А–Њ–њ—Г—Б–Ї–∞—О—В –µ–µ —З–µ—А–µ–Ј –Њ—В–≤–µ—А—Б—В–Є–µ –ї–Њ–њ–∞—В–Ї–Є –Є —Г–Ї–ї–∞–і—Л–≤–∞—О—В –њ–µ—А–≤—Л–є —И–ї–∞–≥, –љ–∞—З–Є–љ–∞—П –Њ—В –≥–∞–є–Ї–Є —Б–Њ–µ–і–Є–љ–µ–љ–Є—П. –Ъ–Њ–љ–µ—Ж –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –њ—А–Њ–њ—Г—Б–Ї–∞—О—В –њ–Њ–і —И–ї–∞–≥–Є –Є
–љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В –њ–µ—А–≤—Л–є –±–µ–љ–Ј–µ–ї—М –Є–Ј 4вАФ5 —И–ї–∞–≥–Њ–≤, —В—Г–≥–Њ –Њ–±—В—П–≥–Є–≤–∞—П –Ї–∞–ґ–і—Л–є —И–ї–∞–≥. –Ч–∞—В–µ–Љ –і–µ–ї–∞—О—В –Ј–∞–Ї—А—Г—В–Ї—Г —Е–Њ–і–Њ–≤–Њ–≥–Њ –Є –Ї–Њ—А–µ–љ–љ–Њ–≥–Њ –Ї–Њ–љ—Ж–Њ–≤ –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Є –љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В –≤—В–Њ—А–Њ–є –±–µ–љ–Ј–µ–ї—М
–Є–Ј —В–∞–Ї–Њ–≥–Њ –ґ–µ –Ї–Њ–ї–Є—З–µ—Б—В–≤–∞ —И–ї–∞–≥–Њ–≤. –°–љ–Њ–≤–∞ –і–µ–ї–∞—О—В –Ј–∞–Ї—А—Г—В–Ї—Г
–і–ї–Є–љ–Њ–є 10вАФ12 –Љ–Љ, –Њ—Б—В–∞—В–Њ–Ї –њ—А–Њ–≤–Њ–ї–Њ–Ї–Є –Њ—В–Ї—Г—Б—Л–≤–∞—О—В –Ї—Г—Б–∞—З–Ї–∞–Љ–Є. –І—В–Њ–±—Л –Ј–∞–Ї—А—Г—В–Ї–∞ –љ–µ —Ж–µ–њ–ї—П–ї–∞, –µ–µ —Б–ї–µ–і—Г–µ—В —Б–ї–µ–≥–Ї–∞ —Г—В–Њ–њ–Є—В—М –≤ —В–µ–ї–Њ —И–ї–∞–љ–≥–∞. –Э–∞ –≥–ї—Г–±–Њ–Ї–Њ–≤–Њ–і–љ—Л–µ —И–ї–∞–љ–≥–Є –њ–Њ–≤–µ—А—Е –±–µ–љ–Ј–µ–ї–µ–≤–Ї–Є —Б—В–∞–≤—П—В —Г—Б–Є–ї–Є—В–µ–ї—М–љ—Л–µ –њ–ї–∞–љ–Ї–Є –Є —Б–Ї—А–µ–њ–ї—П—О—В –Є—Е –≤–Є–љ—В–∞–Љ–Є.
–Ч–∞–і–µ–ї–Ї–∞ —Б–Є–≥–љ–∞–ї—М–љ–Њ–≥–Њ –Ї–Њ–љ—Ж–∞ –≤ –Њ–≥–Њ–љ –≤—Л–њ–Њ–ї–љ—П–µ—В—Б—П —Б –њ–Њ–Љ–Њ—Й—М—О —Б–≤–∞–є–Ї–Є. –Э–∞ –Ї–Њ–љ—Ж–µ —В—А–Њ—Б–∞ –љ–∞–Ї–ї–∞–і—Л–≤–∞—О—В –і–≤–µ –Љ–∞—А–Ї–Є –љ–∞
—А–∞—Б—Б—В–Њ—П–љ–Є–Є 150вАФ180 –Љ–Љ (–≤ –Ј–∞–≤–Є—Б–Є–Љ–Њ—Б—В–Є –Њ—В —В–Њ–ї—Й–Є–љ—Л —В—А–Њ—Б–∞).
–Ъ–Њ–љ–µ—Ж —В—А–Њ—Б–∞ –і–Њ –њ–µ—А–≤–Њ–є –Љ–∞—А–Ї–Є —А–∞—Б–њ—Г—Б–Ї–∞–µ—В—Б—П –љ–∞ –њ—А—П–і–Є. –Ґ—А–Њ—Б
–Ј–∞–ї–∞–Љ—Л–≤–∞—О—В –Є —Б–≤–Њ–і—П—В –Љ–∞—А–Ї–Є –≤–Љ–µ—Б—В–µ. –Я–Њ—Б–ї–µ —Н—В–Њ–≥–Њ –њ—А—П–і–Є
—А–∞—Б–њ—Г—Й–µ–љ–љ–Њ–≥–Њ –Ї–Њ–љ—Ж–∞ —Б –њ–Њ–Љ–Њ—Й—М—О —Б–≤–∞–є–Ї–Є –њ–Њ–і–±–Є–≤–∞—О—В –њ–Њ–і
–Ї–Њ—А–µ–љ–љ—Л–µ –њ—А—П–і–Є –Є –≤–њ–ї–µ—В–∞—О—В –Є—Е –≤ —В—А–Њ—Б –њ—А–Њ—В–Є–≤ –µ–≥–Њ —Б–≤–Є–≤–∞.
–Ф–ї—П –њ—А–Њ—З–љ–Њ—Б—В–Є –Њ–≥–Њ–љ–∞ –і–µ–ї–∞—О—В 3вАФ4 –њ–Њ–і–±–Є–≤–Ї–Є –Ї–∞–ґ–і–Њ–є —Е–Њ–і–Њ–≤–Њ–є
–њ—А—П–і–Є. –Ю—Б—В–∞–≤—И–Є–µ—Б—П –Ї–Њ–љ—Ж—Л –≤–њ–ї–µ—В–∞–µ–Љ—Л—Е –њ—А—П–і–µ–є –Њ–±—А–µ–Ј–∞—О—В.
–Я—А–Є—В–Є—А–Ї–∞ –≥–Њ–ї–Њ–≤–љ–Њ–≥–Њ –Ї–ї–∞–њ–∞–љ–∞ —И–ї–µ–Љ–∞ –њ—А–Њ–Є–Ј–≤–Њ–і–Є—В—Б—П –њ—А–Є
–љ–∞—А—Г—И–µ–љ–Є–Є –µ–≥–Њ –≥–µ—А–Љ–µ—В–Є—З–љ–Њ—Б—В–Є. –Ф–ї—П –њ—А–Є—В–Є—А–Ї–Є —Б–љ–Є–Љ–∞—О—В —А–µ—И–µ—В—З–∞—В—Г—О –Ї—А—Л—И–Ї—Г –Є –њ—А—Г–ґ–Є–љ—Г –Ї–ї–∞–њ–∞–љ–∞, —Б–≤–µ—А—В—Л–≤–∞—О—В –њ—Г–≥–Њ–≤–Ї—Г –Є –≤—Л–љ–Є–Љ–∞—О—В –Ї–ї–∞–њ–∞–љ. –•–Њ—А–Њ—И–Њ –њ—А–Њ—В–Є—А–∞—О—В –≤–µ—В–Њ—И—М—О –≥–љ–µ–Ј–і–Њ
–Є —В–∞—А–µ–ї–Ї—Г –Ї–ї–∞–њ–∞–љ–∞. –Ч–∞—В–µ–Љ —Б–Љ–∞–Ј—Л–≤–∞—О—В –≥–љ–µ–Ј–і–Њ –њ–∞—Б—В–Њ–є –У–Ю–Ш,
—А–∞–Ј–≤–µ–і–µ–љ–љ–Њ–є –≤ –±–µ–љ–Ј–Є–љ–µ, —Б—В–∞–≤—П—В –Ї–ї–∞–њ–∞–љ –≤ –≥–љ–µ–Ј–і–Њ –Є, –≤—А–∞—Й–∞—П
–µ–≥–Њ –Њ—В–≤–µ—А—В–Ї–Њ–є, –њ—А–Є—В–Є—А–∞—О—В –Ї–ї–∞–њ–∞–љ. –Я–Њ—Б–ї–µ –њ—А–Є—В–Є—А–Ї–Є –Ї–ї–∞–њ–∞–љ
–Є –≥–љ–µ–Ј–і–Њ –њ—А–Њ—В–Є—А–∞—О—В –≤–µ—В–Њ—И—М—О, —Б–Љ–Њ—З–µ–љ–љ–Њ–є –≤ —Б–њ–Є—А—В–µ, –і–Њ –њ–Њ–ї–љ–Њ–≥–Њ —Г–і–∞–ї–µ–љ–Є—П –њ–∞—Б—В—Л.
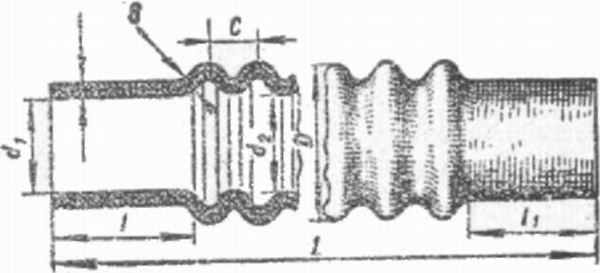
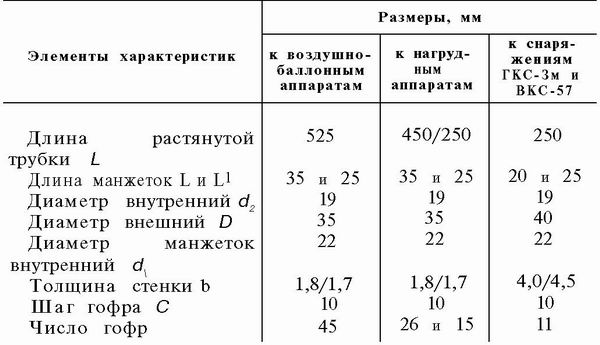
–†–Є—Б. 4.3. –У–Њ—Д—А–Є—А–Њ–≤–∞–љ–љ–∞—П —В—А—Г–±–Ї–∞
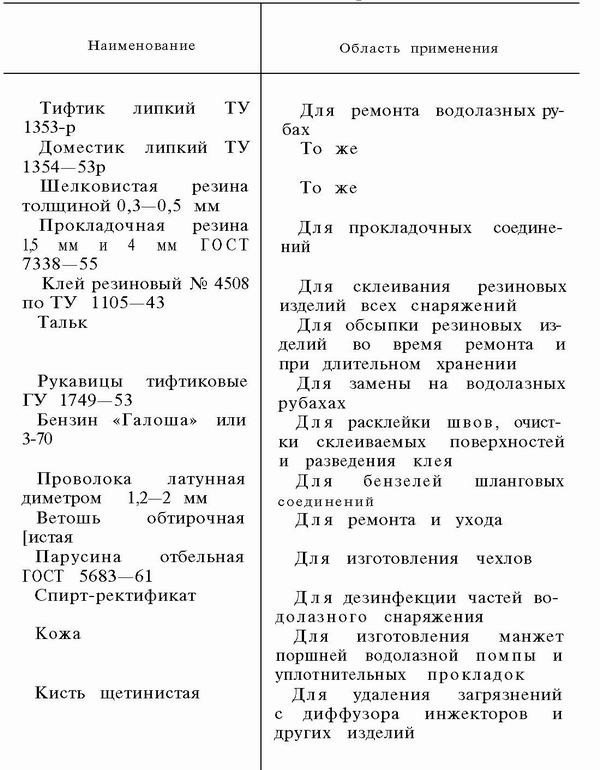
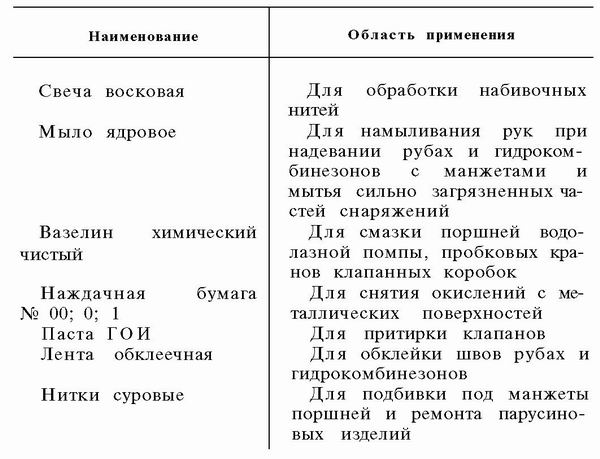
–†–∞—Б—Е–Њ–і–љ—Л–µ –Є –њ–Њ—З–Є–љ–Њ—З–љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л –Є –Є–Ј–і–µ–ї–Є–є
(—В–∞–±–ї. 4.1) –њ—А–Є–Љ–µ–љ—П—О—В—Б—П –Є —А–∞—Б—Е–Њ–і—Г—О—В—Б—П –њ—А–Є —А–µ–Љ–Њ–љ—В–µ –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–≥–Њ —Б–љ–∞—А—П–ґ–µ–љ–Є—П –Є —Г—Е–Њ–і–µ –Ј–∞ –љ–Є–Љ. –Ю–љ–Є —Е—А–∞–љ—П—В—Б—П –≤ –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–Љ —Б—Г–љ–і—Г–Ї–µ —Б –≥–∞–±–∞—А–Є—В–∞–Љ–Є 85X60X61 —Б–Љ –Є –Љ–∞—Б—Б–Њ–є
40 –Ї–≥ –Є–ї–Є –≤ —Б–њ–µ—Ж–Є–∞–ї—М–љ–Њ–Љ —И–Ї–∞—Д—Г –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–≥–Њ –њ–Њ—Б—В–∞. –Ъ –±—Л—Б—В—А–Њ–Є–Ј–љ–∞—И–Є–≤–∞—О—Й–Є–Љ—Б—П –Є–Ј–і–µ–ї–Є—П–Љ –Њ—В–Ї–Њ—Б—П—В—Б—П –Є –≥–Њ—Д—А–Є—А–Њ–≤–∞–љ–љ—Л–µ —В—А—Г–±–Ї–Є (—А–Є—Б. 4.3) –≤–Њ–і–Њ–ї–∞–Ј–љ–Њ–≥–Њ —Б–љ–∞—А—П–ґ–µ–љ–Є—П, –Є—Е –Њ—Б–љ–Њ–≤–љ—Л–µ –і–∞–љ–љ—Л–µ –њ—А–Є–≤–µ–і–µ–љ—Л –≤ —В–∞–±–ї. 4.2.
–Ґ–∞–±–ї–Є—Ж–∞ 4.1. –†–∞—Б—Е–Њ–і–љ—Л–µ –Є –њ–Њ—З–Є–љ–Њ—З–љ—Л–µ –Љ–∞—В–µ—А–Є–∞–ї—Л –Є –Є–Ј–і–µ–ї–Є—П
–Ґ–∞–±–ї–Є—Ж–∞ 4.2. –•–∞—А–∞–Ї—В–µ—А–Є—Б—В–Є–Ї–Є –≥–Њ—Д—А–Є—А–Њ–≤–∞–љ–љ—Л—Е —В—А—Г–±–Њ–Ї
–Т–њ–µ—А–µ–і
–Ю–≥–ї–∞–≤–ї–µ–љ–Є–µ
–Э–∞–Ј–∞–і
|
|
–У–ї–∞–≤–љ–Њ–µ –Ј–∞ –љ–µ–і–µ–ї—О
|
 –Т–∞–ґ–љ–Њ–µ
–Т–∞–ґ–љ–Њ–µ

 –Т–∞–ґ–љ–Њ–µ
–Т–∞–ґ–љ–Њ–µ
 –Т–∞–ґ–љ–Њ–µ
–Т–∞–ґ–љ–Њ–µ
 –Т–∞–ґ–љ–Њ–µ
–Т–∞–ґ–љ–Њ–µ